Как заточить токарный резец
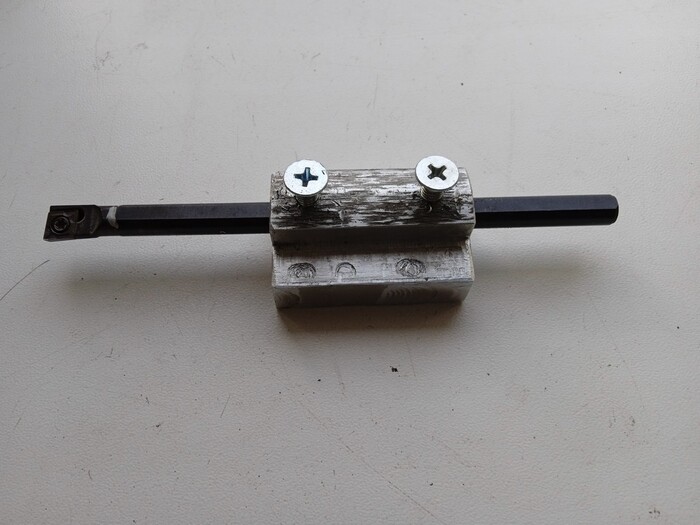
Вещь стоящая, не идеал, но я их называю идеальными для новичка - ничего не нужно точить, все резцы с пластинами дают предсказуемый средний результат. Такие резцы, да и внутренние резьбовые требуется зажимать в резцедержке строго по осевой линии точения, ну может на 0,1мм меньше. Но прикол в том, что зачастую просто не хватает высоты резцедержки! Про "бутерброд" из проставок промолчим






.jpg "Устройство цангового патрона")


Машиностроительному предприятию в Краснодаре отгружен универсальный заточной станок с комплектом приспособлений модели 3ЕЕ. Поставка токарно-винторезного станка ГСУ металлообрабатывающему предприятию в г. Сотрудниками Станочный мир осуществлена поставка токарного станка ГСУ с конусной линейкой и РМЦ мм краснодарской производственной компании. Поставка поперечно-строгального станка ТД монтажному предприятию в Краснодаре. Поставлен строгальный станок модели ТД с долбежной головкой монтажно-строительной компании в г. Краснодар с доставкой на рабочую площадку.














Расточные головки и оправки - это приспособления, предназначенные для закрепления инструмента при обработке внутренних поверхностей вращения растачиванием, которое применяется в случаях, когда затруднительна или невозможна обработка с помощью сверления, развертывания, например, при большом диаметре отверстия, при доработке грубо выполненных поверхностей литье, ковка или при корректировке расположения их осей. Расточные приспособления используются для обработки отверстий на фрезерных, сверлильных и токарных станках, обрабатывающих центрах. Установка и смена оснастки и инструмента, настройка режима резания при растачивании с применением такого приспособления занимают относительно много времени, поэтому наиболее широкое применение они находят в производстве единичного и экспериментального типа.