Подающие механизмы для сварочных полуавтоматов
Переносной или встроенный механизм подачи. Длина горелки — 3, 4 или 5м. При выборе профессионального полуавтомата для сварки крупногабаритных металлоконструкций необходимо обращать внимание на возможность подключения к нему 5-ти метровой горелки, т.










Механизмы подачи проволоки для сварочных аппаратов
Подающий механизм входит в состав комплекта полуавтомата для дуговой сварки. Подающий механизм имеет независимое, плавное регулирование скорости подачи электродной проволоки, которое регулируется ручкой потенциометра, расположенного на подающем механизме. Управление осуществляется с помощью органов управления, расположенных на подающем механизме, и кнопки на горелке, возможно управление сварочным напряжением и скоростью током сварки с пульта дистанционного управления.












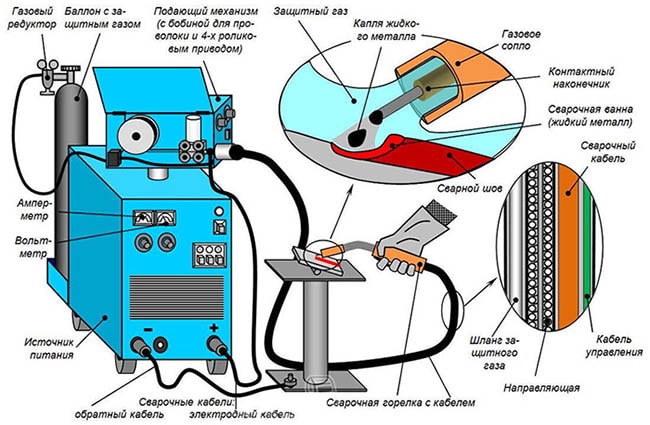
Одним из основных узлов полуавтоматического сварочного аппарата МIG — МAG является механизм подачи проволоки в рабочую область сварочной горелки. Подобное устройство может быть заключено в корпус самого аппарата либо быть выносным, подключающимся к источнику питания посредством силового кабеля. Толкающего действия — наиболее распространённые, не утяжеляющие сварочную горелку и, соответственно, облегчающие работу мастера. Устанавливаются около сварочного аппарата и осуществляет проталкивание проволоки через направляющий канал до наконечника токосъемника горелки.